お預かりしたプラチナ900地金を融かしました。
https://jewelry-okada.com/wp-content/uploads/2019/04/51709c37-dd63-47de-affc-6f9d6ee87aba.mov目方は6グラムほど。純プラチナの融点は1768度です。プロパンガスと酸素を使いました。
60秒の動画の中間をスピードアップして、19秒に縮めてあります。
融け始めると火花が盛んに飛び出ています。ちょっと良くない地金です。それが確認できる熔解テストになりました。
ジュエリーおかだ ショッピング/オーダーメイド/リフォーム/デザイン/リペア/地金買取

お預かりしたプラチナ900地金を融かしました。
https://jewelry-okada.com/wp-content/uploads/2019/04/51709c37-dd63-47de-affc-6f9d6ee87aba.mov目方は6グラムほど。純プラチナの融点は1768度です。プロパンガスと酸素を使いました。
60秒の動画の中間をスピードアップして、19秒に縮めてあります。
融け始めると火花が盛んに飛び出ています。ちょっと良くない地金です。それが確認できる熔解テストになりました。

オーバルファセットカットのエメラルドが1個外れ落ちて無くなってしまったので、お直しできますかとご相談を頂きました。
同じ色で同じ大きさで同じカットで同じ品質のエメラルドはなかなか見つかりません。
割れやすい宝石ですし、加工硬化しているホワイトゴールドの爪を起こすことも難しいですし、火で炙ってロウ付けし温度を上げることも困難なようで、かなり難易度の高い仕事です。
お断りしないで修理加工をお受けしました。
結局、端のエメラルドを外して、落ちたスペースに持ってきて、タガネで叩いて石を入れ、新しい宝石を端に石留めしました。
そのままでは板爪になる地金が不足していましたので、最終的には一番端の爪を工夫して、追加地金をホワイトロウでロウ付けしています。
左上から右下へ、順番に写真を撮ってみました。

ブラックダイヤのネックレスをクロスペンダントに通すことができないので、ご相談にご来店くださいました。
拝見しますと、ブラックダイヤネックレスがペンダントのチェーン穴よりも太過ぎて、確かに入りません。
D形の金具を本体裏に取り付けるよりも、右下の画像のようにレーザーでバチカンを取り付けることにしました。
丸カンのレーザー溶接と本体の黒メッキなどの加工が済んで、綺麗に出来上がりました。
お客様にとても喜んで頂けました。
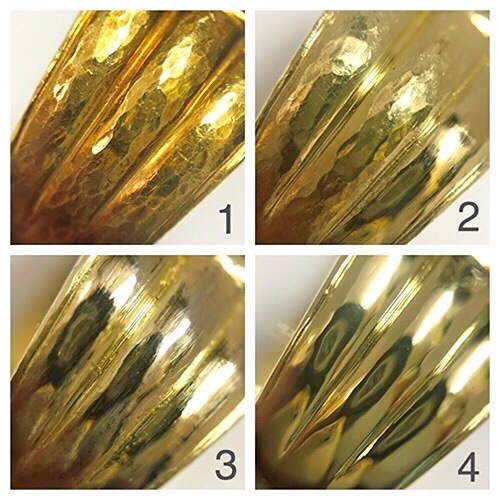
1は、お客様からお預かりした時の指輪側面の状態です。絶えず隣の指輪と当たって地金が凸凹になっています。
これを4のように綺麗に輝かせました。( 黒い丸は、鏡のようになった地金の表面に、iPhoneのレンズが写っています。)
プラチナの場合もK18ゴールドの場合も、ジュエリー表面の凸凹状態を平らに加工する時は、棒状のヘラを前後に動かして手加工でキズを埋めています。
2は、右端の山ひとつをヘラ加工した段階の画像です。
3は、全部の山のヘラ加工を済ませた時の画像です。
時間を節約し手間を省きたいと考えると…、2と3の工程のヘラ加工をしないで、いきなり1から4に飛んで強いバフで凸部分を擦り減らしてしまうか、ヤスリで凸部分を削ってからバフ磨きをするか、…のように普通はそうなってしまいます。
サイズ直しや新品加工時に地金がすり減るかもと心配されるお客様もおられますので、岡田彫金工房では昔から可能な限り地金を削らず、目方を減らさないで安心していただけるよう、完璧を目指して何十年も工夫して仕事をしています。
兵庫県姫路市 ジュエリー岡田彫金工房

以前にご紹介したオニキスリングの石合わせ。
ひとつオニキスが外れて無くなっているので「石合わせ石留め」の修理加工を承っていました。
研磨完了時の新しい1個のオニキスを撮り忘れていますが、全部のオニキスをK18イエローゴールドリングから外して、リング全体を照り出し加工し、3個共しっかりと指輪に固定しました。
すでに納品完了済みです。